THE RIGHT DRILLS FOR SPOT FACING AND CORNER BORING :
FLAT MULTI DRILL MDF TYPE
กระบวนการเจาะรูปัจจุบัน ส่วนใหญ่จะใช้ดอกสว่านคาร์ไบด์แทนดอกสว่านไฮสปีดมากขึ้น
ด้วยประสิทธิภาพและความแม่นยำการเจาะที่ดีกว่า ประกอบกับนวัตกรรมของเครื่องจักรได้รับการพัฒนาอย่างต่อเนื่อง จึงมีผลทำให้ทำงานด้วยความเร็วรอบที่สูงมากขึ้น การเจาะโดยใช้ความเร็วรอบหัวหมุนที่เร็วขึ้นก็เป็นปัจจัยหนึ่งที่สำคัญในการเลือกใช้วัสดุดอกสว่านชนิดคาร์ไบด์ที่มีความแข็ง ทนทานต่อการสึกหรอและอุณหภูมิสูง แต่ในกระบวนการเจาะบางประเภทอาจทำให้ดอกสว่านคาร์ไบด์ที่มีความแข็งนั้นเกิดการหักได้มากกว่าดอกสว่านไฮด์สปีด อาทิ การเจาะผ่านผิวโค้ง ผิวเอียง หรือการเจาะผ่านรู ซึ่งการเจาะดังกล่าวจะเกิดแรงดันทำให้ดอกสว่านคาร์ไบด์เกิดการบิดงอและหักได้มากกว่าดอกสว่านไฮสปีด ซึ่งผู้ใช้งานส่วนใหญ่จะแก้ปัญหาโดยกลับไปใช้ดอกสว่านไฮสปีดที่มีความยืดหยุ่นมากกว่าทำให้ไม่สามารถใช้ทรัพยากรได้เต็มประสิทธิภาพ
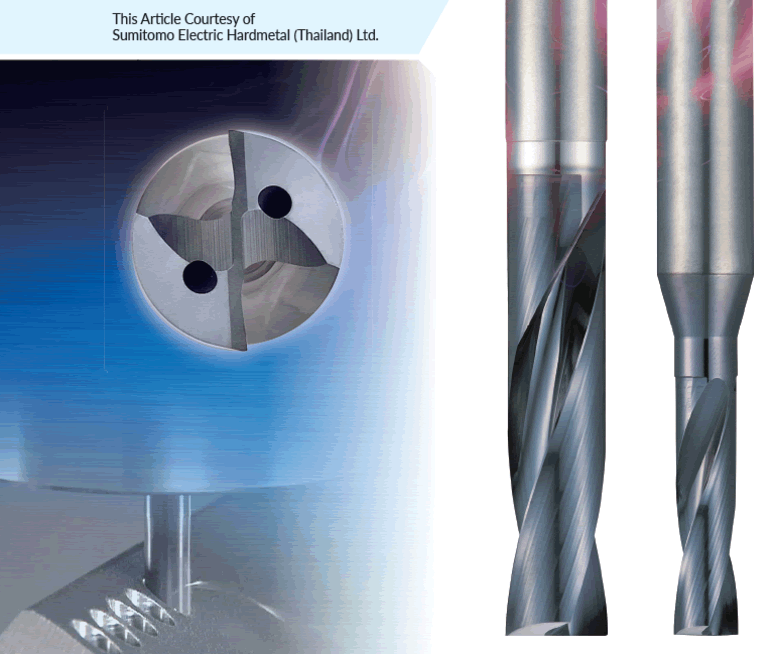
ออกแบบมุม 180 องศา เพื่องานเจาะชนิดพิเศษ ทางบริษัท ซูมิโตโม อีเล็คตริค ฮาร์ด เมทัล จำกัด ประเทศญี่ปุ่น พัฒนาดอกสว่านคาร์ไบด์ใหม่ล่าสุดในตระกูล MDF ซีรี่ย์ ได้รับการออกแบบให้มีมุม 180 องศาเหมาะสำหรับการเจาะพื้นผิวที่ไม่ตรง เช่น ผิวโค้ง ผิวเอียง การเจาะแบบ Spot face หรือการเจาะแบบไม่เต็มเส้นผ่านศูนย์กลาง

แข็งแกร่งสูง ระบายเศษได้ดีเยี่ยม การออกแบบคมตัดเป็นแบบโค้ง RS thinning ทำให้ลดแรงดันในการเจาะ ทำให้ได้การเจาะที่มีความเสถียรสามารถเจาะงานบางๆ และควบคุมการเกิดครีบที่ก้นรูได้ดี (Low burr) ลักษณะร่องคายเศษมีความกว้างและมีองศาร่องเลื้อยที่น้อย ทำให้การระบายเศษได้ดีอีกด้วย

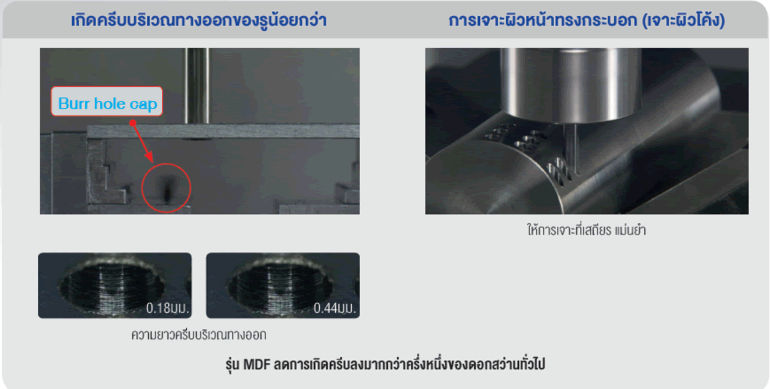
ลดการเกิดครีบบริเวณทางออกของรู
ด้วยการออกแบบอย่างเป็นพิเศษทำให้คมตัดมีความแข็งแรงสูงสามารถลดการเกิดครีบได้ดีกว่าสว่านทั่วไปถึง 2 เท่า