


ในอุตสาหกรรมการผลิตนั้น การสร้างเกลียวในวัสดุต่างๆ ทำให้ชิ้นงานสามารถประกอบเข้าด้วยกันได้ถือเป็นเรื่องพื้นฐาน และอุปกรณ์ที่ขาดไม่ได้สำหรับเรื่องนี้คือ ดอกต๊าปเกลียว (Tapping) นั่นเอง บทความนี้จะมาขยายความเรื่องการต๊าป และดอกต๊าป เพื่อให้คุณสามารถเข้าใจและใช้งานมันได้อย่างเต็มประสิทธิภาพ
ดอกต๊าปเกลียว คืออะไร
ดอกต๊าปเกลียว (Tapping) หรือที่เรียกกันสั้นๆ ว่า “ดอกต๊าป” คืออุปกรณ์สำหรับสร้างรูเกลียวในวัสดุต่างๆ เพื่อเชื่อมต่อวัสดุที่ต้องการด้วยการหมุนเกลียวให้เข้ากันได้อย่างพอดี ดอกต๊าปมีการใช้งานในอุตสาหกรรมการผลิตอยู่มาก ไม่ว่าจะเป็นผู้ผลิตขนาดเล็กหรือขนาดใหญ่ ขึ้นอยู่กับว่าผู้ใช้งานนั้นต้องการสร้างชิ้นงานแบบไหน
การใช้งานดอกต๊าปได้ถูกชนิดและถูกวิธี จะช่วยขนาดของรูเกลียวที่ได้เป็นขนาดมาตรฐาน สามารถใช้งานได้ง่าย ทั้งนี้ผู้ใช้งานควรสังเกตวัสดุที่เหมาะสมกับดอกต๊าปนั้นๆ เพื่อยืดอายุการใช้งานอุปกรณ์และทำให้ดำเนินงานได้อย่างมีประสิทธิภาพ
มุมพิตช์ (Pitch) สิ่งที่ควรรู้จักก่อนใช้ดอกต๊าป
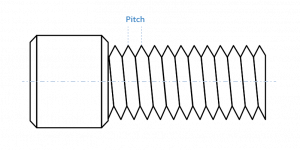
มุมพิตช์เป็นระยะจากสันเกลียวหนึ่งไปยังอีกสันเกลียวหนึ่งบนดอกต๊าป และวัสดุอื่นๆ ที่เป็นเกลียว ซึ่งจะมีขนาดมาตรฐาน เมื่อทำเกลียวในที่ได้มุมพิตช์ที่ถูกต้องก็จะสามารถสวมน๊อตหรือนำอุปกรณ์ที่ได้รับการดายส์ (ทำเกลียวนอก) ได้อย่างพอดีตามขนาดมาตรฐาน
การทำงานของดอกต๊าปเกลียว
ดอกต๊าปมีหลักการทำงานเพื่อกัดขึ้นรูปเกลียวในวัสดุที่ต้องการให้เกิดเกลียวขึ้นมาไม่ว่าจะเป็นเกลียวแบบทะลุหรือเกลียวแบบรูตัน โดยเริ่มจากการใช้สว่านเจาะรูบนวัสดุที่ต้องการต๊าปเกลียว เพื่อทำให้ดอกต๊าปสามารถทำงานได้ง่ายขึ้น

การควบคุมการหมุนของการทำเกลียวไม่ว่าจะเป็นการทำด้วยมือ (hand tap) หรือการทำด้วยเครื่อง ต้องสามารถหมุนไปและหมุนกลับได้ด้วยความเร็วที่ถูกควบคุมอย่างดี เพื่อป้องกันแรงกดที่มากเกินไปจนทำให้ดอกต๊าปแตกเสียหาย
ขณะที่ดอกต๊าปกำลังกัดเกลียวภายใน เศษของวัสดุจะหลุดออกมา โดยเศษของวัสดุจะมีความแตกต่างกันตามเนื้อของวัสดุ ทำให้ดอกต๊าปถูกผลิตขึ้นมาให้มีปลายคมตัดหลายลักษณะ เพื่อให้สามารถกัดเกลียวกับวัสดุที่เหมาะสมและมีการระบายเศษที่ดีขึ้น
5 รูปแบบของดอกต๊าปเกลียว
สำหรับดอกต๊าปเกลียวที่ยกมาในบทความนี้จะนำเอา 5 รูปแบบของดอกต๊าปเกลียวที่นิยมใช้ในตลาดการผลิต
1. ดอกต๊าปร่องตรง (Straight Flute Tap)

ดอกต๊าปร่องตรงเป็นดอกต๊าปแบบมาตรฐานที่ถูกผลิตมาเพื่อการทำเกลียวได้ทั้งเกลียวแบบทะลุและแบบรูตัน โดยสามารถทำเกลียวได้ดีบนวัสดุที่ทำมาจากเหล็กหล่อ ทำให้ดอกต๊าปชนิดนี้ถูกใช้ในการผลิตขนาดเล็กได้อย่างเหมาะสม
แต่มีข้อจำกัดคือระบายเศษได้ไม่ดี ทำให้มีเศษติดอยู่ในร่องที่ทำเกลียวสำหรับรูตัน จึงต้องทำการเป่าเอาเศษวัสดุออกจากรูหลังจากการต๊าป ถ้าเป็นวัสดุที่ไม่สามารถเป่าเอาเศษออกมาได้ เศษจะติดขัดอยู่ภายในทำให้เมื่อขันเกลียวน๊อตหรือวัสดุที่ต้องการประกอบเข้าไปจะไม่ได้ขนาดที่พอดี
2. ดอกต๊าปร่องเกลียว (Spiral Flute Tap)

ดอกต๊าปร่องเกลียวถูกออกแบบให้ระหว่างแต่ละเกลียวตัดมีร่องระบายเศษอยู่ โดยในขณะที่ทำการต๊าปเศษของวัสดุจะถูกดันกลับออกมาตามร่อง ซึ่งเกลียวจะมีองศาที่แตกต่างกันเพื่อให้เหมาะสมกับความเร็วรอบในการใช้งาน โดยแบ่งเป็นความเร็วต่ำมุมเกลียวจะอยู่ที่ 18-30 องศา และความเร็วสูงมุมเกลียวจะอยู่ที่ 45-52 องศา
- สำหรับความเร็วสูง มุมเกลียวจะอยู่ที่ 45 องศาหรือมากกว่า เหมาะสำหรับวัสดุที่มีความอ่อนตัว เช่น อลูมิเนียม หรือทองแดง ถ้านำไปใช้กับวัสดุประเภทอื่นจะมีผลต่อร่องเกลียวที่ได้ไม่สมบูรณ์แบบ
- มุมเกลียวที่ 38-42 องศา เหมาะสำหรับวัสดุที่มีความแข็งระดับกลาง เช่น เหล็กคาร์บอน หรือสแตนเลส
- มุมเกลียวที่ 25-35 องศา เหมาะสำหรับโลหะผสม (Free Machining Steel) ที่มีความเปราะแตกง่าย
- มุมเกลียวที่ 05-20 องศา เหมาะสำหรับวัสดุที่แข็งมากหรือเหนียวมาก เช่น สแตนเลสบางชนิด ไทเทเนียม หรือ โลหะผสมนิกเกิล
3. ดอกต๊าปปลายร่องเฉียง (Spiral Point Tap)

ดอกต๊าปปลายร่องเฉียงจะมีลักษณะคล้ายกับดอกต๊าปแบบร่องตรง แต่มีความพิเศษตรงที่บริเวณปลายของดอกจะมีร่องที่ช่วยในการดันเศษวัสดุไปด้านหน้าทำให้เศษไม่ติดอยู่ในรูที่ทำการต๊าป เหมาะกับการใช้งานที่ต้องใช้ความเร็วในการต๊าปสูงแต่ใช้พลังในการกดน้อย
4. ดอกต๊าปมือ (Hand Tap)

ดอกต๊าปมือทำมาจากเหล็กกล้าผสมคาร์บอน หรือเหล็กกล้าความเร็วรอบสูง เมื่อถูกนำไปขึ้นรูปให้กลายเป็นดอกต๊าปที่พร้อมสำหรับการใช้งานแล้วจะมีความแข็งมาก จึงเหมาะกับการใช้ทำเกลียวกับวัสดุที่มีความแข็ง แต่ในระหว่างการต๊าปต้องมีการควบคุมการหมุนของดอกต๊าปให้ดี เพราะดอกต๊าปแม้ว่าจะมีความแข็งสูงแต่ก็หักง่ายเช่นกัน
ดอกต๊าปมือมีหัวเกลียว 3 แบบ
4.1 ตัวเรียว (Taper Tap) เป็นตัวทำเกลียวตัวแรกหลังจากที่ใช้ดอกสว่านเจาะรูแล้ว โดยส่วนปลายเกลียวจะมีความเรียวอยู่ประมาณ 6-7 ฟัน
4.2 ตัวตาม (Plug Tap) ถ้าเกลียวที่ต้องการมีความหนามากขึ้นและตรงปลายมีความเรียวอยู่ที่ 3-4 ฟัน หลังจากใช้เกลียวตัวแรกแล้วก็ใช้เกลียวตัวตามต่อเพื่อสร้างเกลียวให้มีขนาดที่ต้องการได้ และเกลียวนี้สามารถใช้แทนเกลียวตัวแรกได้เลยหากวัสดุที่ต้องการทำเกลียวนั้นไม่แข็งจนเกินไป
4.3 ตัวสุดท้าย (Bottoming Tap) เกลียวตัวนี้จะไม่มีส่วนที่เรียวเลย จึงใช้เป็นตัวสุดท้ายเพื่อทำให้เกลียวที่ต้องการต๊าปนั้นสมบูรณ์
5. ดอกต๊าปรีดเกลียว (Forming Tap)

ดอกต๊าปรีดเกลียวสร้างเกลียวด้วยการรีดหรืออัดขึ้นรูปวัสดุภายในรู ทำให้ในระหว่างการทำเกลียวจะไม่มีเศษเกิดขึ้นเลย เนื่องจากเศษถูกอัดเข้าไปในเนื้องาน ทำให้ข้อดีของดอกต๊าปชนิดนี้คือไม่สร้างเศษในระหว่างทำเกลียว และวัสดุที่ถูกสร้างเกลียวก็ยังมีความแข็งแรงขึ้นเนื่องจากเศษวัสดุได้อัดเข้าไปในเนื้อวัสดุ
ดอกต๊าปรีดเกลียวเหมาะกับการสร้างเกลียวให้กับวัสดุประเภทที่ไม่มีความแข็งมาก จึงเหมาะกับวัสดุ เช่น เหล็กคาร์บอนต่ำ หรืออลูมิเนียม
รูปประกอบบทความจาก osgtools
สรุปบทความ
กระบวนการต๊าปในอุตสาหกรรมการผลิตเป็นวิธีที่ได้รับความนิยมอย่างมาก ในการสร้างเกลียวเพื่อเชื่อมต่อวัสดุเข้าหากัน เพราะจะได้เกลียวที่มีความเที่ยงตรงและมีประสิทธิภาพสูง อีกทั้งยังช่วยประหยัดเวลาและต้นทุนในการผลิตที่ลดลง ถ้าเลือกชนิดของดอกต๊าปให้เหมาะสมกับชนิดของวัสดุและขนาดของเกลียวที่ต้องการ
ต้องการข้อมูลเพิ่มเติมเกี่ยวกับบทความนี้ คุณสามารถติดต่อเราได้ที่นี่ ทางเราพร้อมให้บริการกับคุณอย่างเต็มที่ ด้วยการให้คำปรึกษาจากทีมผู้เชี่ยวชาญด้านเทคนิคด้านเครื่องมือและเครื่องจักรกลคุณภาพสูง
บริการด้าน Machining Solution จากสุมิพล
สุมิพลให้คำปรึกษาเกี่ยวกับการใช้งานเครื่องมือตัดครบวงจร ตั้งแต่การทดสอบตัดชิ้นงาน ซ่อม ตกแต่งลับคม รวมถึงการวินิจฉัยกระบวนการผลิตอื่นๆ เพื่อให้กระบวนการต่างๆ ในโรงงานของคุณดำเนินไปได้อย่างมีประสิทธิภาพที่สุด
ถ้าคุณสนใจเพิ่มเติมเกี่ยวกับข้อมูลของสินค้าหรือบริการจากเรา คุณสามารถติดต่อเราได้ที่นี่ หรือ Call Center 02-7623000 เรามีผู้เชี่ยวชาญด้านเทคนิคและเครื่องมือที่พร้อมให้บริการกับคุณอย่างเต็มที่





