

 Currently, metal machining technology is constantly developing, along with competition in the manufacturing sector, which is continuously increasing, meaning that manufacturers have to constantly adapt as well. This is because, other than having to compete with competitors within the country, in 2015 Thai manufacturers will need to be ready for the opening of free trade and investment from the formation of the ASEAN Economic Community (AEC). Other than providing an opportunity for free trade, it is certain that business competition, especially for manufacturers, will involve competition with neighbouring countries that have lower labor costs. This is considered as an important disadvantage for Thai manufacturers. Thus, developing greater competitive potential for manufacturers is the key to the survival of an organization.
Currently, metal machining technology is constantly developing, along with competition in the manufacturing sector, which is continuously increasing, meaning that manufacturers have to constantly adapt as well. This is because, other than having to compete with competitors within the country, in 2015 Thai manufacturers will need to be ready for the opening of free trade and investment from the formation of the ASEAN Economic Community (AEC). Other than providing an opportunity for free trade, it is certain that business competition, especially for manufacturers, will involve competition with neighbouring countries that have lower labor costs. This is considered as an important disadvantage for Thai manufacturers. Thus, developing greater competitive potential for manufacturers is the key to the survival of an organization.

Although most manufacturers realize the importance of increasing efficiency and reducing production costs, there is another factor many manufacturers may be overlooked or do not give importance to. This factor is engineering knowledge that plays a role in gathering news and technical information from suppliers. This means that manufacturers can take this information and use it efficiently to benefit their production. An example of this is what effect will be using carbide drill bits instead of high-speed drill bits have on cutting conditions. Another example is what methods are there for using CBN (Cubic Boron Nitride) cutting tools instead of carbide cutting tools, as well as for polishing work that uses diamonds, which have a high cost. In this article, we will discuss strategies in metal machining using CBN.
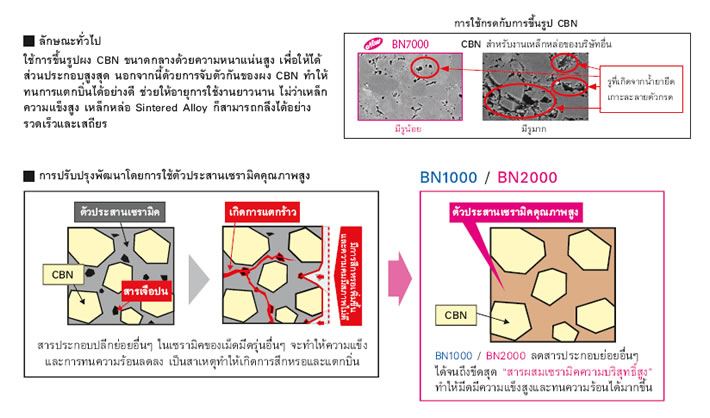
Strategies for Choosing CBN CBN, or Cubic Boron Nitride, is an especially hard material, which is due to the arrangement of the molecular structure of the Boron (B) and Nitride (N) molecules in a similar way to a diamond. This structure is a tetrahedron, which features 109.5 degree of bond angles. CBN can be divided into 2 types according to their primary usage. The first type of CBN features its grains mixed with a ceramic binder. This type is particularly good for machining workpieces of cast iron and hardened steel. The ceramic binder provided the CBN with a good resistance to heat and the strong CBN grains provide good resistance to both wear and friction. The second type of CBN features CBN grains combined with a metal binder. This type is especially suitable for machining workpieces made from cast iron and which require a rapid feed rate. The special feature is that it is comprised of a majority of CBN grains. This means that it has much greater wear and friction resistance. Other than this, nowadays, technology has developed to significantly increase both thermal and wear resistance. This has been done through coating the CBN tools with a special ceramic. This allows CBN to be used with a much greater variety of applications.
Pre-usage Advice for CBN 1) Prepare the workpiece before using CBN for finishing, such as control the correct size of workpiece after hardening, remove the sharp edge of the workpiece before hardening and avoid the use of CBN with raw materials in order to avoid fractures of the tool.
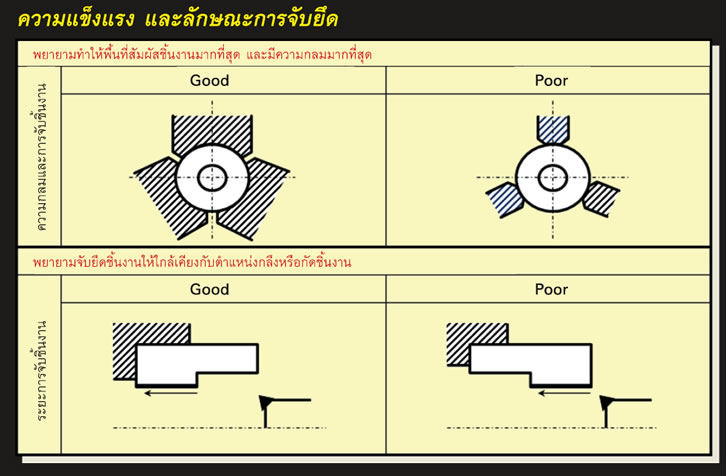
2) Have the workpiece clamped as rigidity as possible and control the centering of the spindle clamp to make it as central as possible. This will ensure the correct size of the finished workpiece.
The above article is just one part of Sumitomo Electric Hardmetal Manufacturing (Thailand) Co., Ltd.’s theory and practical training program. It enables an insight into the importance of technical knowledge for customers or users. Currently, the company has developed training courses under 3 main topics, which are 1) Fundamentals Course for machining process, 2) Kaizen Course for Turning and 3) Advanced Course, which are divided into 2 subjects for Drilling and CBN & PCD. The training sessions are held every month at the SHT Technical Center. Those interested in attending can contact Sumipol Co., Ltd.




