

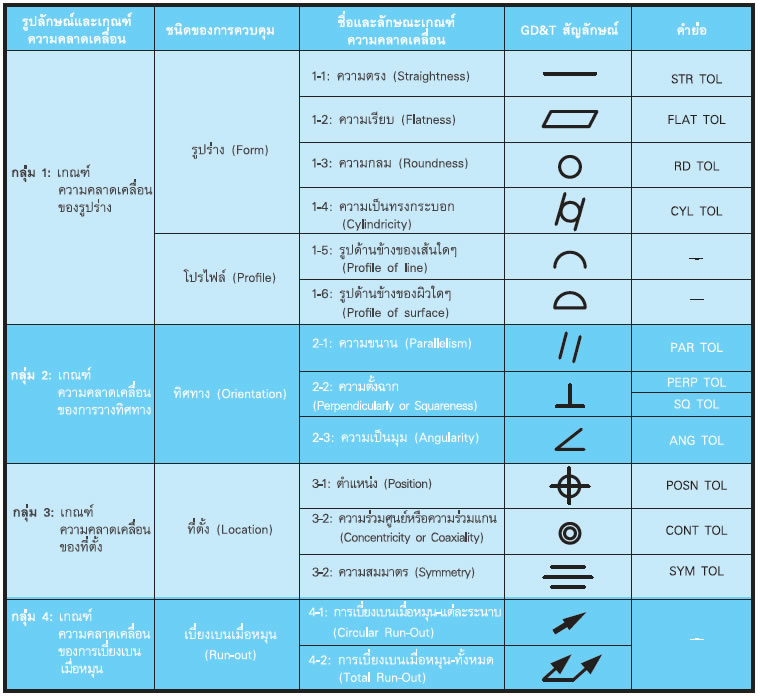
จากตอนที่ 1 เราได้ทราบถึงหลักการและเหตุผลในการจัดโครงการฝึกอบรมมาตรวิทยามิติแก่ภาคอุตสาหกรรม SMEs ไทยด้านการผลิตยานยนต์และชิ้นส่วนยานยนต์ เรื่อง เกณฑ์ความคลาดเคลื่อนทางเรขาคณิตและมิติ เป็นโครงการความร่วมมือ 5 ฝ่าย ได้แก่ สถาบันมาตรวิทยาแห่งชาติกระทรวงวิทยาศาสตร์และเทคโนโลยี กรมพัฒนาฝีมือแรงงาน กระทรวงแรงงาน สมาพันธ์สมาคมอุตสาหกรรมสนับสนุน บริษัท มิตูโตโย (ประเทศไทย) จำกัด และบริษัท สุมิพล จำกัด และในตอนที่ 2 นี้ ผมได้สรุปรูปลักษณ์และเกณ์ความคลาดเคลื่อนออกเป็น 4 กลุ่ม แต่ละกลุ่มได้จัดแบ่งเป็นลักษณะเกณฑ์ความคลาดเคลื่อนตามลักษณะรูปร่างต่างๆ โดยกลุ่มที่ 1 แบ่งออกเป็น 6 ข้อย่อย กลุ่มที่ 2 แบ่งออกเป็น 3 ข้อย่อย กลุ่มที่ 3 แบ่งออกเป็น 3 ข้อย่อย และกลุ่มที่ 4 แบ่งออกเป็น 2 ข้อย่อย สรุปรวมทั้งหมด 12 ข้อย่อย
คอลัมน์ Measure Expert เกิดขึ้นเนื่องจากหลายท่าน มีคำถามเกี่ยวกับการวัดด้านมิติ แต่ไม่รู้จะหาคำตอบได้จากที่ไหนหรือจะไปถามใคร สุมิพลฯ ได้รับเกียรติ อย่างสูงจาก อาจารย์อนุสรณ์ ทนหมื่นไวย ในฐานะผู้เชี่ยวชาญในด้านนี้มาช่วยไขข้อสงสัยและแนะนำ Tips หากผู้อ่านสนใจเรื่องใดเป็นพิเศษก็ขอเชิญสอบถามเข้ามาได้ที่ สุมิพลฯ จะพยายามหาคำตอบมาให้
 อนุสรณ์ ทนหมื่นไวย หัวหน้าฝ่ายมาตรวิทยามิติ สถาบันมาตรวิทยาแห่งชาติ กระทรวงวิทยาศาสตร์และเทคโนโลยี ผู้คร่ำหวอดทางด้านงานมาตรวิทยาทางด้านมิติ มีผลงานทั้งการวิจัยและเป็นวิทยากรที่ได้รับความเชื่อถือในวงการมามากกว่า 20 ปี และเป็นอาจารย์พิเศษหลักสูตรวิศวกรรมมาตรวิทยา คณะวิศวกรรมศาสตร์ มหาวิทยาลัยเทคโนโลยีพระจอมเกล้าธนบุรี
อนุสรณ์ ทนหมื่นไวย หัวหน้าฝ่ายมาตรวิทยามิติ สถาบันมาตรวิทยาแห่งชาติ กระทรวงวิทยาศาสตร์และเทคโนโลยี ผู้คร่ำหวอดทางด้านงานมาตรวิทยาทางด้านมิติ มีผลงานทั้งการวิจัยและเป็นวิทยากรที่ได้รับความเชื่อถือในวงการมามากกว่า 20 ปี และเป็นอาจารย์พิเศษหลักสูตรวิศวกรรมมาตรวิทยา คณะวิศวกรรมศาสตร์ มหาวิทยาลัยเทคโนโลยีพระจอมเกล้าธนบุรี
จากตารางหากเราสามารถทำความเข้าใจในโครงสร้างของเนื้อหาเกณฑ์ความคลาดเคลื่อนทางเรขาคณิตและมิติได้แล้ว จะช่วยให้เราสามารถทำความเข้าใจได้ง่ายขึ้นและนำไปประยุกต์ใช้ในขั้นตอนการทำงานต่างๆ และเมื่อเรามีความสามารถในการใช้สัญลักษณ์ต่างๆ ของเกณฑ์ความคลาดเคลื่อนทางเรขาคณิตและมิติได้เป็นอย่างดีแล้ว จะช่วยให้เราไม่ต้องเขียนคำอธิบายเพิ่มเราก็เข้าใจกันได้ถึงแม้นเราจะใช้ภาษาในการสื่อสารอื่นๆต่างกัน ต่อไปจะเข้าสู่รายละเอียดของชื่อและลักษณะเกณฑ์ความคลาดเคลื่อนทีละเรื่อง และจะแนะนำถึงวิธีการเลือกใช้เครื่องมือวัดต่างๆ ที่เหมาะสมกับเกณฑ์ความคลาดเคลื่อนของชิ้นงานและงบประมาณ ในขั้นตอนนี้ที่จะช่วยให้เรามีความสามารถในการแข่งขันในปัจจุบันได้
เมื่อเราได้ทราบถึงรูปลักษณ์และเกณ์ความคลาดเคลื่อน (GD&T) โดยออกเป็น 4 กลุ่ม แต่ละกลุ่มได้จัดแบ่งตามลักษณะรูปร่างต่างๆของ GD&T เมื่อพิจารณาชิ้นงานที่ต้องการวัดและดูจากข้อมูลใน GD&T แล้วจะพบว่าในแต่ละลักษณะของชิ้นงานเราสามารถเลือกใช้เครืองมือวัดชนิดต่างๆ หลากหลายชนิดเครื่องมือที่สามารถวัดชิ้นงานนั้นๆ ได้เหมือนๆ กัน เพียงแต่ค่าความถูกต้องของเครื่องมือแต่ละชนิดแตกต่างกันตามความสามารถของชนิดเครื่องมือ ดังนั้นเราควรเลือกเครื่องมือที่เหมาะสมทั้งด้านความถูกต้อง ราคาและความยากง่ายในการใช้เครื่องมือเหล่านั้น ประกอบควบคู่กันด้วย หรืออาจจะต้องพิจารณาลงไปถึงความสามารถในการเชื่อมต่อเครื่องมือเหล่านั้นเข้ากับคอมพิวเตอร์ เพื่อให้ง่ายในการบันทึกข้อมูลการวิเคราะห์ และการรายงานผล ตามระบบคุณภาพของแต่ละบริษัทไปพร้อมๆ กัน ซึ่งการจัดการที่ดีเหล่านี้จะช่วยให้มีความสามารถในการเพิ่มประสิทธิภาพการทำงาน สามารถลดเวลาและความผิดพลาดใน Concentricity of Coariality การถ่ายโอนข้อมูลและลดงบประมาณในการดำเนินการในขั้นตอนการวัดในแต่ละงาน ดังตัวอย่างที่ 1
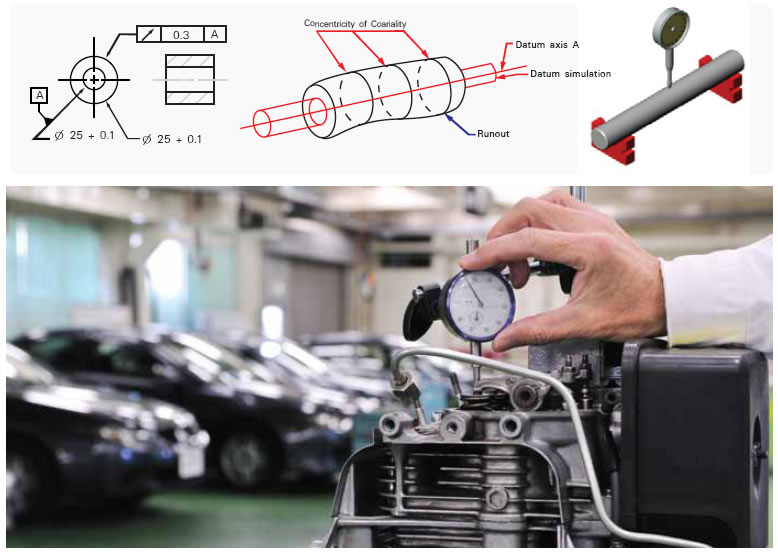
จากรูปที่ 1 ผู้วัดจะต้องออกแบบการวัดชิ้นงานจำนวน 2 พารามิเตอร์คือ (1) การวัดความร่วมศูนย์หรือความร่วมแกน (Concentricity or Coariality) และ (2) การวัดเบี่ยงเบนเมื่อหมุน (Runout) จากทั้ง 2 พารามิเตอร์นี้เราสามารถใช้เครื่องมือวัดอะไรได้บ้างที่มีความถูกต้องของการวัดเป็นไปตามเงื่อไขต่างๆ ดังนี้ คือ (1) รูปลักษณ์และเกณ์ความคลาดเคลื่อน (2) ข้อกำหนด ISO100-1 ข้อ 4.3 และ (3) การเลือกใช้เครื่องมือวัดต้องคุ้มค่าประหยัดและสามารถลดต้นทุนการผลิตได้ด้วย เมื่อพิจารณาถึงเครื่องมือวัดที่มีใช้ทั่วไปจะพบว่ามีเครื่องมือต่างๆ ที่สามารถวัดชิ้นงานได้ดังนี้
กรณีที่ 1 การวัดความร่วมศูนย์หรือความร่วมแกน (Concentricity or Coariality) ของชิ้นงานได้ดังนี้ (1) ไดอัลเกจ (Dial Gauge) (2) ไดอัลเทสอินดิเคเตอร์ (Dial Test Indicator) (3) เครื่องวัด 3 มิติ (Coordinate Measuring Machine: CMM) (4) เครื่องวัดความกลม (Roundness Tester) (5) เลเซอร์อินเตอร์เฟียรอมิเตอร์ (Laser Interferometer) เป็นต้น
กรณีที่ 2 การวัดเบี่ยงเบนเมื่อหมุน (Runout) ของชิ้นงานได้ดังนี้ (1) Dial Gauge (2) Dial Test Indicator (3) เครื่องวัด 3 มิติ (Coordinate Measuring Machine: CMM) (4) เครื่องวัดความกลม (Roundness Tester) และ(5) เลเซอร์อินเตอร์เฟียรอมิเตอร์ (Laser Interferometer) เป็นต้น
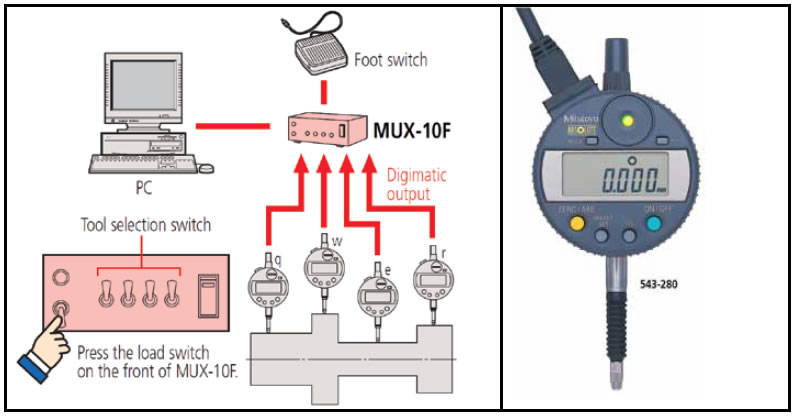
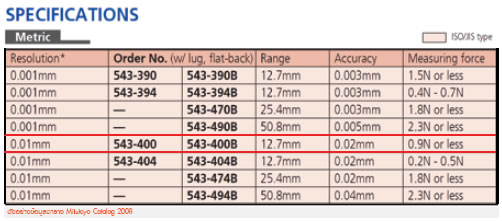
จากลักษณะของเครื่องมือวัดต่างๆ ข้างต้นที่สามารถวัดชิ้นงานได้จะพบว่ามีจำนวนหลายชนิดเครื่องมือ ในกรณีนี้เลือกใช้เครื่อง ไดอัลเกจ (Dial Gauge) ความละเอียด 0.01 mm (ดิจิตอล) มีค่าความถูกต้อง ±0.02 mm เป็นไปตามข้อกำหนด ISO 10012-1 ข้อ 4.3 การวิเคราะห์เพื่อหาเครื่องมือวัดที่เหมาะสมโดยการทำค่าพิกัดความเพื่อที่ระบุใน GD&T เท่ากับ 0.3 mm.และในข้อกำหนด ISO 10012-1 ระบุความถูกต้องของเครื่องมือวัดดีกว่า 3 เท่า เพราะฉะนั้น 0.3/3 = 0.1 mm. ตรงตารางเราเลือก ไดอัลเกจรุ่น S43-400 พิสัย 12.7 mm และความถูกต้องเท่ากับ 0.02 mm เนื่องจากชิ้นงานเป็นโลหะดังนั้นแรงกดจึงไม่มีผลกระทบต่อการวัด (Measuring Force) และมีสายอินเตอร์เฟสสำหรับเชื่อมต่อข้อมูลเข้ากับคอมพิวเตอร์ด้วย จะช่วยให้ลดความคลาดเคลื่อนในการถ่ายโอนข้อมูลการวิเคราะห์ผลการวัดและการรายงานผลการวัดและที่สำคัญไดอัลเกจ (Dial Gauge) สามารถวัดได้ทั้งความตรงและการวัดเบี่ยงเบนเมื่อหมุน ส่วนเครื่องไดอัลเทสอินดิเคเตอร์ (Dial Test Indicator)ที่ไม่เลือกใช้งานเพราะว่ามีพิสัยการวัดโดยทั่วไปประมาณ 0.8 mm หรือน้อยกว่า ดังนั้นหากการผลิตชิ้นงานไม่สามารถคุมค่าความคลาดเคลื่อนได้ดีก็จะไม่สามารถวัดชิ้นงานบางชิ้นได้ ส่วนเครื่องวัด 3 มิติ (Coordinate Measuring Machine: CMM) เครื่องวัดความกลม (Roundness Tester) และเลเซอร์อินเตอร์เฟียรอมิเตอร์ (laser Interferometer) ถึงแม้นจะมีความถูกต้องสูงมีโปรแกรมทำงานที่สะดวก แต่ก็ราคาแพง
สรุป : จากกรณีตัวอย่างมีความต้องการวัดชิ้นงานจำนวน 2 พารามิเตอร์ ในชิ้นงานเดียวกันควรเลือกเครื่องมือที่มีความสามารถวัดได้ทั้ง 2 พารามิเตอร์เพราะฉะนั้นหากชิ้นงานใดๆที่ต้องการวัดหลายๆพารามิเตอร์แต่ละพารามิเตอร์มีความจำเป็นต้องใช้เครื่องมือวัดต่างๆ มากมายเราจะต้องพิจารณาเลือกเครื่องมือวัดที่มีความเหมาะสมกับค่าความถูกต้องของชิ้นงาน และต้องเป็นไปตามข้อกำหนดใน ISO 10012-1 การทำงานง่ายสะดวก ได้รับการสอบเทียบจากห้องปฎิบัติการ ISO/LEC 17025และที่สำคัญต้องไม่แพงด้วย





