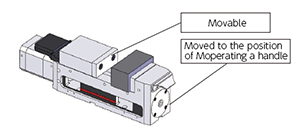
Operating Procedure
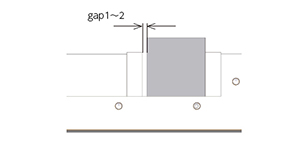
- Slinding jaw is moved to the position of workpiece by operating a handle. Clamping stroke when supplying air pressure is 3mm. So, the gap between workpiece and slinding jaw have to be within 1-2mm.
- Workpiece is clamped by supplying air pressure.