


ดอกต๊าป หรือดอกแท๊ป ถือเป็นหนึ่งในอุปกรณ์สำคัญทางวิศวกรรมในการสร้างชิ้นงาน ที่นอกจากจะต้องใช้ความแม่นยำสูงแล้ว ยังต้องทำความเข้าใจประเภท และวิธีใช้งานได้อย่างถูกต้องด้วย และในบทความนี้เราจะอธิบายเกี่ยวกับวิธีการเลือกดอกต๊าปให้เหมาะสมกับงาน รวมถึงวิธีการใช้งานที่ถูกต้อง
ทำไมเราต้องให้ความสำคัญกับเลือก ดอกต๊าป
งานที่ใช้ดอกต๊าปคือการสร้างเกลียวในรูของวัสดุ ซึ่งเป็นงานประเภทที่แก้ไขได้ยาก การเลือกดอกต๊าปที่ถูกต้องตั้งแต่เริ่มต้นจึงเป็นสิ่งจำเป็น เพราะหากเราเลือกผิด อาจทำให้ชิ้นงานทั้งชิ้นเสียไปเลย เพราะใส่สกรู หรือประกอบกับวัสดุอีกชิ้นไม่ได้
ต่อให้สามารถประกอบชิ้นงานได้ แต่ชิ้นงานจะไม่คงทนเท่าที่ควร เนื่องจากเกลียววัสดุไม่พอดีกัน มีความหลวม หรือแน่นไปเป็นต้น
สิ่งสำคัญอีกประการคือ ตัวดอกต๊าปทำจากเหล็กกล้าผสมคาร์บอน หรือเหล็กกล้าความเร็วรอบสูง ซึ่งทำให้ดอกต๊าปมีความแข็ง แต่แตกหักได้ง่าย หากเลือกผิดประเภทไม่ใช่แค่จะเสียชิ้นงานเท่านั้น อาจจะเสียอุปกรณ์ไปด้วย
ปัจจัยที่ต้องดูก่อนเลือกดอกต๊าปมี 3 ส่วนคือ
- รูปแบบของดอกต๊าป
- ประเภทและขนาดของรูในชิ้นงาน
- ประเภทของเกลียวในชิ้นงาน
รูปแบบของ ดอกต๊าป
โดยส่วนมากดอกต๊าปจะถูกแบ่งตามประเภทการใช้งานอยู่แล้ว ซึ่งในปัจจุบันดอกต๊าปที่ได้รับความนิยมมีทั้งหมด 5 ประเภท คือ
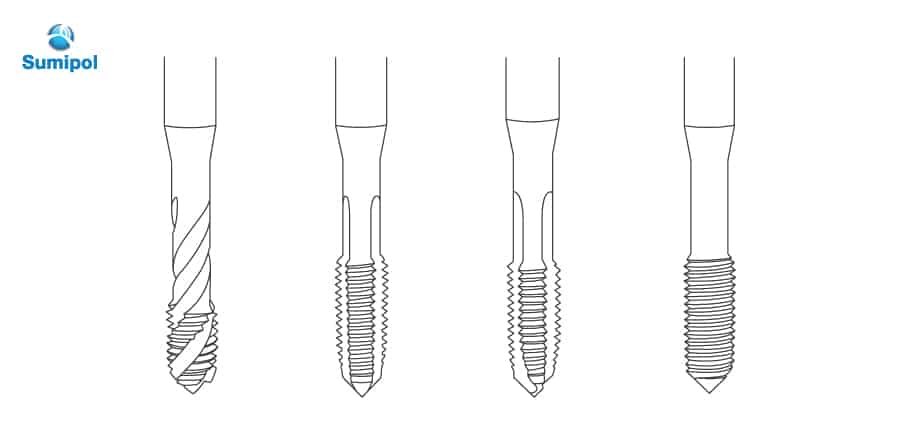

ดอกต๊าปร่องเกลียว : ดอกต๊าปประเภทนี้จะมีการแบ่งมุมเกลียวตามความเร็วการใช้งานและวัสดุ ซึ่งความเร็วต่ำมุมเกลียวจะอยู่ที่ 18-30 องศา และความเร็วสูงมุมเกลียวจะอยู่ที่ 45-52 องศา
- มุมเกลียวที่ 45 องศาหรือมากกว่า เหมาะกับ อลูมิเนียม หรือทองแดง ที่เป็นวัสดุที่มีความอ่อนตัวสูง
- มุมเกลียวที่ 38-42 องศา เหมาะสำหรับวัสดุที่มีความแข็งระดับกลาง เช่น เหล็กคาร์บอน หรือสแตนเลส
- มุมเกลียวที่ 25-35 องศา เหมาะสำหรับวัสดุที่เปราะแตกง่าย เช่นโลหะผสม
- มุมเกลียวที่ 5-20 องศา เหมาะสำหรับวัสดุที่แข็งมากหรือเหนียวมาก เช่น สแตนเลสบางชนิด ไทเทเนียม หรือ โลหะผสมนิกเกิล
นอกเหนือจากนั้นดอกต๊าปร่องเกลียวยังเหมาะกับงานที่มีรูตัน เพราะตัวดอกต๊าปจะมีร่องที่ใช้ระบายเศษวัสดุต่างๆ อยู่แล้ว

ดอกต๊าปร่องตรง : ใช้ได้ดีสำหรับงานเหล็กหล่อและชิ้นงานขนาดเล็ก อีกทั้งยังใช้ทำเกลียวได้ทั้งรูทะลุและรูตัน มีข้อเสียที่มักมีเศษวัสดุอยู่ในรูต๊าป หากไม่มีการกำจัดเศษต่างๆ อย่างถูกวิธีอาจทำให้เศษวัสดุไปติดขัดในเกลียวได้

ดอกต๊าปปลายร่องเฉียง : การทำงานของดอกต๊าปปลายร่องเฉียง จะมีความคล้ายคลึงกับดอกต๊าปร่องตรง ต่างกันในจุดที่ดอกต๊าปปลายร่องเฉียง เหมาะสำหรับรูทะลุ เพราะว่าการเฉียงของปลายร่องจะผลักให้เศษวัสดุร่วงลงไปในทิศทางที่เจาะ

ดอกต๊าปรีดเกลียว : ดอกต๊าปรีดเกลียวจะมีการทำงานแตกต่างจากดอกต๊าปอื่นๆ อย่างเห็นได้ชัด เนื่องจากดอกต๊าปประเภทนี้จะเน้นการใช้แรงอัดเกลียวเข้าในวัสดุ ทำให้ไม่มีเศษวัสดุอยู่ในร่อง อีกทั้งยังใช้เวลาสั้นกว่า ดอกต๊าปรีดเกลียวเหมาะกับงานอลูมิเนียม หรือเหล็กกล้าคาร์บอนต่ำเป็นหลัก

ดอกต๊าปมือ : ดอกต๊าปมือเป็นดอกต๊าปที่มีความพิเศษกว่ารูปแบบอื่นๆ ตรงที่ว่า จะใช้สำหรับการเจาะเกลียวแบบแมนน่วล หรือการเจาะด้วยมือ มีการแบ่งออกเป็นสามดอก ตามลำดับการเจาะ
– ดอกต๊าป Taper หรือ ดอกต๊าปเรียว เป็นดอกต๊าปที่ใช้เป็นตัวแรกหลังเจาะวัสดุด้วยสว่าน
– ดอกต๊าป Plug หรือ ดอกต๊าปตัวตาม เป็นดอกต๊าปที่ใช้เพื่อขยายขนาดเกลียว ก่อนใช้ดอกสุดท้าย
– ดอกต๊าป Buttoming หรือ ดอกต๊าปตัวสุดท้าย เป็นดอกต๊าปที่ใช้เพื่อทำให้เกลียวมีความเสมอกัน ซึ่งบางครั้งเราอาจใช้แค่ดอกนี้เพียงดอกเดียว ตามความยากง่ายในแต่ละงาน
[hubspot type=cta portal=7250954 id=569d9694-1151-441f-b60f-bde0c3eca612]
ประเภทและขนาดของรูในชิ้นงานในการเลือกใช้ ดอกต๊าป
การเจาะรูคือสิ่งจำเป็นสำหรับงานต๊าป เพื่อเป็นการนำร่องว่าชิ้นงานนั้นๆ จะต้องถูกเจาะเกลียวบริเวณไหน ลึกเท่าไหร่ อีกทั้งยังเป็นรูรูปแบบไหน ซึ่งประเภทของรูในงานต๊าปจะมีการแบ่งหลักๆ เป็นสองประเภท คือ รูตัน และ รูไม่ตัน ซึ่งก็ต้องใช้ ดอกต๊าปแตกต่างกันออกไปอีก
- รูตัน : คือการเจาะแบบไม่ทะลุชิ้นงาน การเจาะประเภทนี้ควรใช้ ดอกต๊าปร่องเกลียวสว่าน หรือดอกต๊าปรีดเกลียว เนื่องจากสามารถถ่ายเทเศษวัสดุต่างๆ ออกจากชิ้นงานได้ง่ายกว่า ทำให้ชิ้นงานเรียบร้อยมากขึ้น
- รูทะลุ : รูทะลุคือการเจาะทะลุชิ้นงาน ควรใช้ดอกต๊าปปลายร่องเฉียง เนื่องจากส่วนปลายจะช่วยดันเศษวัสดุให้ออกทางด้านที่เจาะทะลุ
สำหรับขนาดของรูเจาะก่อนทำการต๊าป เราจะอิงตามมาตราเมตริกในการคำนวณ ซึ่งจะคำนวณจากระยะพิตซ์(ระยะจากมุมเกลียวหนึ่งไปอีกเกลียวหนึ่ง)และขนาดของดอกต๊าป ตัวเลขเหล่านี้จะเขียนอยู่ที่ด้ามดอกต๊าปอยู่แล้ว
และสูตรคำนวณมีดังนี้
ขนาดของดอกต๊าป – ระยะพิตซ์ = ขนาดของรูเจาะ
ยกตัวอย่าง ถ้าเราต้องการทำเกลียวขนาด M10 x 1.5 ต้องเจาะรูขนาดเท่าไหร่
10 – 1.5 = 8.5 มม.
เราต้องเจาะรูขนาด 8.5 มม.เพื่อทำเกลียวขนาด M10 x 1.5
อนึ่ง คุณสามารถอ่านเกี่ยวกับมุมพิตซ์ในดอกต๊าปเกลียวได้จากบทความ ไขข้อสงสัย ดอกต๊าปเกลียวคืออะไร เพื่อเนื้อหาที่ละเอียดมากขึ้น
ประเภทของเกลียวในชิ้นงาน ของดอกต๊าป
เกลียว หรือเกลียวในชิ้นงาน จะถูกแบ่งออกเป็น 5 ชนิด ตามการออกแบบชิ้นงานนั้นๆ ซึ่งส่งผลโดยตรงต่อการต๊าปและการประกอบชิ้นงาน โดยจะมีรูปแบบดังต่อไปนี้
- เกลียวสามเหลี่ยม
- เกลียวเมตริก (M-Thread)
- เกลียว ISO
- เกลียววิตเวอร์ต
- เกลียวอเมริกัน
- เกลียวยูนิไฟด์
- เกลียวสามเหลี่ยมยอดแหลม
- เกลียวสี่เหลี่ยม
- เกลียวสี่เหลี่ยมคางหมู
- เกลียวTr
- เกลียวAeme
- เกลียวหนอน
- เกลียวกลม
- เกลียวฟันเลื่อย
โดยส่วนมากสำหรับงานต๊าปแล้ว เรามักได้พบเจอกับเกลียวเมตริกเป็นหลัก เนื่องจากเป็นเกลียวรูปแบบมาตรฐาน มีการใช้งานทั่วไปมากที่สุด แต่ก็ยังมีการใช้เกลียวรูปแบบอื่นๆ ซึ่งฝั่งวิศวกรจะมีการระบุในงานว่าเป็นเกลียวประเภทไหน

วิธีการใช้งานต๊าปที่ถูกต้อง
การต๊าปจะแบ่งออกเป็นสองประเภท คือ การต๊าปด้วยมือ และการต๊าปด้วยเครื่องจักร ซึ่งที่มักมีความผิดพลาดบ่อยคือการต๊าปด้วยมือ
อุปกรณ์สำหรับการต๊าปด้วยมือจะมีสองส่วนหลักๆ คือดอกต๊าป และด้ามต๊าป ซึ่งในส่วนของด้ามนั้นสามารถเปลี่ยนรูปร่างได้ตามลักษณะการทำงานและความถนัดของแต่ละคน แต่สิ่งสำคัญคือต้องมีการยึดจับดอกต๊าปได้มั่นคง ไม่หลุดหลวม
โดยวิธีการต๊าปมือมีดังนี้
- เลือกดอกต๊าปให้เหมาะสมกับชิ้นงาน ตามหลักเกณฑ์ที่กล่าวไว้ข้างต้น ทั้งรูปแบบ ประเภทของรู และประเภทของเกลียวล้วนมีความสำคัญ โดยเฉพาะระยะพิตซ์ของดอกต๊าป ที่บางครั้งไม่เป็นไปตามมาตรฐาน ต้องมีการสังเกตให้ดี
- เจาะรูตามขนาดที่คำนวณไว้ โดยมีความลึกเกลียวไม่น้อยกว่า 75%
- ยึดชิ้นงานด้วยอุปกรณ์ยึดจับ ตรวจสอบว่าไม่ขยับเขยื้อนหากมีการหมุน
- ใส่ดอกต๊าปลงในรูที่ต้องการทำเกลียว และดอกต๊าปต้องตั้งฉากกับชิ้นงานเท่านั้น หากเอียงอาจทำให้ดอกต๊าปหักง่ายกว่าปกติ
- หมุนดอกต๊าปตามเข็มนาฬิกา ราว ¼ รอบ แล้วหมุนกลับเพื่อให้เศษวัสดุหลุด แล้วหมุนต่อจากตำแหน่งสุดท้ายไปเรื่อยๆ อีกทีละ ¼ รอบ ทำอย่างต่อเนื่องด้วยแรงที่เท่าเดิมเพื่อหลีกเลี่ยงการแตกหักของดอกต๊าป
- หยอดน้ำมันคลายความร้อนเมื่อรู้สึกว่าอุณหภูมิวัสดุเริ่มสูงขึ้น รวมถึงทำความสะอาดรูเป็นระยะๆ
- ทำซ้ำกันจนได้ลักษณะและความลึกของรูที่ต้องการ ถ้าเกิดอาการติดในจุดหนึ่งจุดใดต้องถึงดอกต๊าปออกมาตรวจสอบ
- เปลี่ยนดอกต๊าปเป็นดอกที่สอง และดอกที่สาม ทำซ้ำขั้นตอนข้างต้นเป็นการเก็บงาน
- ตรวจสอบความเรียบร้อยและตกแต่งชิ้นงาน
สำหรับการต๊าปด้วยเครื่องจักร ควรทำตามข้อปฏิบัติที่เหมาะสมสำหรับเครื่องจักรนั้นๆ รวมถึงฟังคำแนะนำจากวิศวกรหรือหัวหน้างาน เพื่อความปลอดภัยในการใช้งาน
สรุปบทความ
การเลือกดอกต๊าปนั้นส่งผลโดยตรงกับตัวชิ้นงานและกระบวนการผลิต หากเราเลือกได้ถูกต้อง และมีการใช้งานที่เหมาะสม เราก็สามารถทำงานได้อย่างมีประสิทธิภาพมากขึ้น อีกทั้งยังลดความผิดพลาดที่อาจเกิดขึ้นตอนทำงานอีกด้วย
หากต้องการข้อมูลเพิ่มเติมเกี่ยวกับดอกต๊าป หรืออุปกรณ์ทางวิศวกรรมอื่นๆ คุณสามารถติดต่อเราได้ที่นี่ ทางเราพร้อมให้บริการอย่างเต็มที่โดยทีมผู้เชี่ยวชาญด้านเทคนิคด้านเครื่องมือ และเครื่องจักรกลคุณภาพสูง





