


พื้นฐานที่สำคัญของการใช้เครื่องมือวัดคือการอ่านค่าผลการวัดได้อย่างถูกต้อง โดยเฉพาะอย่างยิ่งเครื่องมือวัดในระบบสเกลที่ผู้ใช้งานจำเป็นต้องมีทักษะในการอ่านค่าผลการวัดได้อย่างถูกต้องแม่นยำ วันนี้จะขอแนะนำวิธีการอ่านค่าผลการวัดของเครื่องมือที่ใช้กันมากในภาคอุตสาหกรรม 2 ประเภท คือ เวอร์เนียร์คาลิปเปอร์ และไมโครมิเตอร์
1. VERNIER CALIPER (เวอร์เนียร์คาลิปเปอร์)
วิธีการอ่านค่า: เวอร์เนียร์คาลิปเปอร์ ความละเอียด 0.05 mm
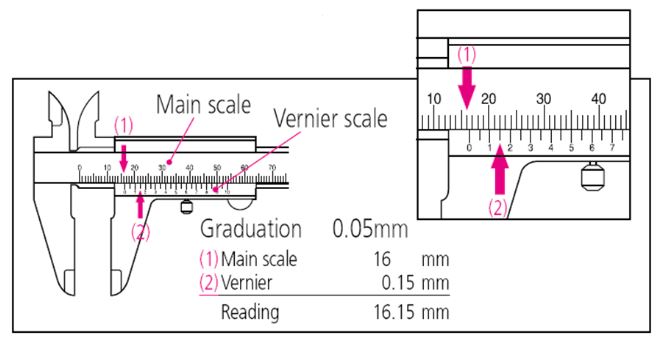
อ่านค่าผลการวัดที่สเกลหลัก (Main scale)
โดยสังเกตที่ตำแหน่งขีดศูนย์ด้านล่าง “0” ของสเกลเวอร์เนียร์ (Vernier scale) ตรงกับช่วงไหนของขีดสเกลหลักทางด้านบน จากรูปจะเห็นได้ว่าขีดสเกลที่ศูนย์ด้านล่างจะตรงกับขีดสเกลหลักทางด้านบนในช่วงขีดที่ 16 mm ถึง 17 mm ดังนั้นเราจะอ่านค่าที่สเกลหลักได้ 16.00 mm
อ่านค่าผลการวัดที่สเกลเวอร์เนียร์ (Vernier scale)
โดยสังเกตที่ตำแหน่งขีดสเกลด้านล่างของสเกลเวอร์เนียร์ทั้งหมดว่ามีขีดสเกลใดที่ตรงกับขีดสเกลหลักทางด้านบนมากที่สุด จากรูปจะเห็นได้ว่าขีดสเกลด้านล่างของสเกลเวอร์เนียร์ขีดที่ 3 ตรงกับขีดสเกลหลักทางด้านบนมากที่สุด
ดังนั้นเราจะอ่านค่าที่สเกลเวอร์เนียร์ได้ โดยการนำค่าความละเอียดของเครื่องมือคูณเส้นขีดสเกลด้านล่างของสเกลเวอร์เนียร์ที่อ่านได้คือ สเกลขีดที่ 3 x ความละเอียด 0.05 mm เท่ากับ 0.15 mm
นำผลการวัดที่อ่านได้จากสเกลหลักบวกผลการวัดที่อ่านได้จากสเกลเวอร์เนียร์คือ 16.00 mm + 0.15 mm เท่ากับ 16.15 mm
2. MICROMETER (ไมโครมิเตอร์)
วิธีการอ่านค่า : ไมโครมิเตอร์ ความละเอียด 0.01 mm
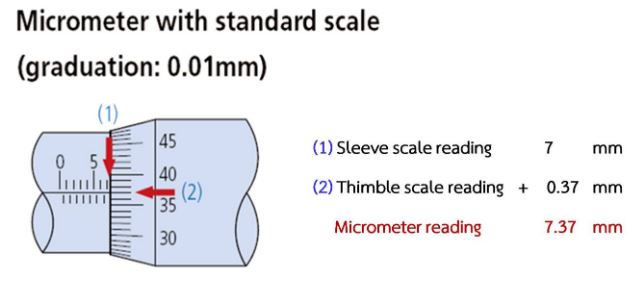
อ่านค่าผลการวัดที่สเกลหลัก (Sleeve scale)
โดยสังเกตขอบของสเกลหมุน (Thimble scale) ตรงกับช่วงไหนของขีดสเกลหลัก จากรูปจะเห็นได้ว่าขอบของสเกลหมุนจะตรงกับขีดสเกลหลักในระหว่างช่วง 7 mm ถึง 8 mm ดังนั้นเราจะอ่านค่าที่สเกลหลักได้ 7.00 mm
อ่านค่าผลการวัดที่สเกลหมุน (Thimble scale)
โดยสังเกตที่ตำแหน่งขีดสเกลหมุนว่ามีสเกลใดตรงกับเส้นกลางของขีดสเกลหลัก จากรูปจะเห็นได้ว่าขีดสเกลหมุนขีดที่ 37 ตรงกับขีดกลางของสเกลหลักพอดี
ดังนั้นเราจะสามารถอ่านค่าของสเกลหมุนได้ โดยการนำค่าความละเอียดของเครื่องมือคูณเส้นขีดสเกลหมุนที่อ่านได้คือ สเกลขีดที่ 37 x ความละเอียด 0.01 mm เท่ากับ 0.37 mm นำผลการวัดที่อ่านได้จากสเกลหลักบวกผลการวัดที่อ่านได้จากสเกลหมุนคือ 7.00 mm + 0.37 mm เท่ากับ 7.37 mm
ข้อควรระวังในการอ่านอุปกรณ์วัด
-
- มองตรงขนานกับเส้นสเกลขณะวัด การมองจากด้านล่างหรือด้านบนจะก่อให้เกิดความเหลื่อมทางสายตา ส่งผลต่อความแม่นยำได้
- อุณหภูมิส่งผลต่อการขยายตัวของวัตถุและการวัดเป็นอย่างมาก ไม่ควรวัดในห้องที่มีอุณหภูมิสูงหรือต่ำผิดปกติ
- ใช้งานอุปกรณ์อย่างระมัดระวัง เนื่องจากปากวัดนั้นมีความคมสูง อาจทำให้เกิดอันตรายได้
- หลีกเลี่ยงการใช้แรงมากเกินไปในการวัด นอกจากจะทำให้อุปกรณ์เสียหายแล้วยังส่งผลกระทบต่อความคลาดเคลื่อนอีกด้วย
- มีการทำความสะอาดและเก็บอุปกรณ์หลังใช้งานอยู่เสมอ แม้แต่ฝุ่นผงก็สามารถส่งผลต่อความคลาดเคลื่อนในการวัดได้
สรุปบทความ
จะสังเกตได้ว่า แม้การใช้งานจะง่ายแต่อุปกรณ์การวัดทั้งสองประเภทต่างต้องใช้งานอย่างระมัดระวัง และพิถีพิถันในการเก็บรักษา เพื่อทำให้การวัดที่ออกมาสมบูรณ์แบบไม่ว่าจะใช้ในอุตสาหกรรมใดก็ตาม รวมถึงรักษาอุปกรณ์นั้นอยู่กับเราไปได้นานที่สุด
ถ้าคุณมีข้อสงสัยหรือสนใจในเรื่องของเครื่องมือวัดรูปแบบต่างๆ คุณสามารถดูสินค้าที่เกี่ยวข้องได้ที่นี่ หรือเลือกติดต่อเราได้ที่นี่ ด้วยบริการให้คำปรึกษาจากทีมงานผู้เชี่ยวชาญด้านเทคนิค เครื่องมือวัด เครื่องจักรกลคุณภาพสูง และระบบงานออโตเมชั่น IoT พร้อมให้บริการกับคุณอย่างเต็มที่
บริการด้านงานวัดจากสุมิพล
สุมิพลให้คำปรึกษาเกี่ยวกับบริการด้านงานวัดที่เหมาะสมกับโจทย์การผลิตและงบประมาณของลูกค้า รวมถึงบริการสอบเทียบเครื่องมือวัด การซ่อมแซมเครื่องมือวัดและการเชื่อมต่องานวัดแบบไร้สาย
ถ้าคุณสนใจเพิ่มเติมเกี่ยวกับข้อมูลของสินค้าหรือบริการจากเรา คุณสามารถติดต่อเราได้ที่นี่ หรือ Call Center 02-7623000 เรามีผู้เชี่ยวชาญด้านเทคนิคและเครื่องมือที่พร้อมให้บริการกับคุณอย่างเต็มที่






