

ปัจจุบัน “ใบเลื่อยวงเดือน” นั้น มีให้เลือกมากมาย หลายรูปแบบ หลายขนาด ถึงแม้ว่าคุณจะรู้วิธีใช้งานเลื่อยวงเดือนอย่างมืออาชีพ แต่ทั้งจำนวนฟันเลื่อยที่เเตกต่างกันออกไป ความกว้างของคลองเลื่อย และมุมต่างๆ ยังมีใบเลื่อยแบบอเนกประสงค์อีก ซึ่งอาจสร้างความสับสนให้แก่ผู้ใช้งานไม่น้อย
หากคุณไม่รู้ว่าจะเริ่มจากตรงไหน บทความนี้จะมุ่งเน้นไปที่ประเด็นสำคัญและเกณฑ์ที่คุณควรพิจารณา ช่วยให้คุณสามารถเลือกใบเลื่อยวงเดือนให้เหมาะสมกับงานได้
ฟันเลื่อย เลือกอย่างไร?
การเลือกลักษณะของฟันเลื่อยให้เหมาสมกับงานที่จะผลิต เป็นหัวใจสำคัญประการหนึ่งในหลายปัจจัย ที่ช่วยให้การเลื่อยได้ประสิทธิภาพ

จำนวนฟัน (Number of Teeth)
จำนวนฟันเลื่อยที่อยู่บนใบเลื่อยจะเป็นตัวกำหนดความเร็วของการเลื่อย และประเภทของการเลื่อย
- ใบเลื่อยที่มีฟันเลื่อยมาก : จะเลื่อยงานออกมาได้สวยงามมากกว่า ตัดได้เรียบเนียน งานละเอียด แต่ใช้เวลาตัดนาน
- ใบเลื่อยที่มีฟันเลื่อยน้อย : ก็ให้ผลตรงข้ามกัน จะสามารถเลื่อยได้เร็วกว่า ตัดวัสดุได้จำนวณมากในเวลาอันสั้น แต่จะได้งานตัดที่หยาบกว่า
ขนาดของร่องฟัน (Gullet Size)
ร่องฟันเลื่อย คือ ระยะระหว่างฟันเลื่อย ซึ่งขนาดและความลึกเป็นตัวกำหนดปริมาณการกำจัดเศษวัสดุและขี้เลื่อยออกจากใบเลื่อย และจะเห็นว่าขนาดของร่องฟันขึ้นอยู่กับจำนวนฟันเลื่อยด้วย
มุมคมตัด หรือ มุมองศา (Hook or rake angle)
มุมจิกปลายใบมีดของฟันเลื่อยแต่ละซี่ เป็นตำแหน่งของฟันเลื่อยที่สัมผัสกับพื้นผิวที่ตัด มุมนี้จะเป็นตัวกำหนดความรุนแรงในการกัดวัสดุ
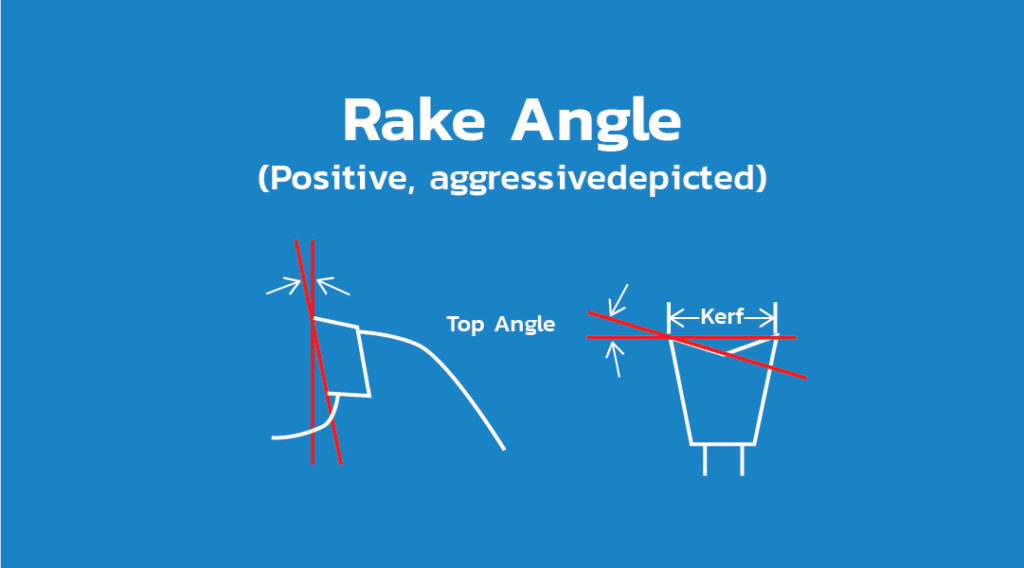
- มุมบวก (Positive hook angles) ยิ่งองศาสูง ก็ยิ่งกัดได้เร็ว จิกเนื้อวัสดุได้ดีออกแรงเข็นชิ้นงานน้อยกว่า เพราะลักษณะของมุมทำให้เกิดแรงดึงวัสดุเข้ามา (Self-feeding) แต่ก็มีโอกาสเกิดการปีนชิ้นงาน (Climb cut) ทำให้ชิ้นงานเสียหาย หรือไม่เรียบร้อยได้มาก
- มุม 0, มุมลบ (neutral, negative rake) ความรุนแรงในการกัดวัสดุน้อยลง จิกเนื้อวัสดุได้น้อย ยิ่งองศาน้อยก็ยิ่งต้องออกแรงเข็นชิ้นงานมาก ดีต่อการใช้กับเลื่อยองศาหรือเลื่อยรัศมี เพราะช่วยป้องกันการดีดกลับ (Kickback) ได้ดีกว่า ซึ่งจะทำให้ได้ผิวตัดที่เรียบขึ้น แต่การตัดจะไม่เร็ว เหมือนมุมบวก
คลองเลื่อย (Kerf)
คลองเลื่อย คือ ความกว้างของร่องชิ้นงานหลังการตัดเฉือน เกิดขึ้นจากรอยฟันของเลื่อย ปกติคลองเลื่อยจะมีความหนามากกว่าใบเลื่อย
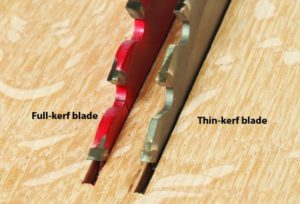
ใบเลื่อยแบบบาง (Thin-kerf blade) เกิดแรงต้านในการตัดน้อยกว่า ใบเลื่อยแบบปกติ (Full-kerf blade) คลองเลื่อยเล็ก ช่วยประหยัดวัสดุ สูญเสียเนื้อวัสดุน้อย ตัดได้เร็ว และง่ายกว่า น้ำหนักเบา และราคาถูก
แต่อย่างไรก็ตาม ใบเลื่อยที่บางกว่านั้นแลกมากับการสั่นสะเทือน ส่งผลให้เกิดรอยที่เผยให้เห็นการเคลื่อนไหวของใบมีด ใบเลื่อยเหล่านี้จะมีปัญหาในการตัดวัสดุเนื้อแข็ง

รูปร่างของฟันเลื่อย (Teeth Shapes)
รูปร่างของฟันเลื่อยเป็นหนึ่งในข้อควรพิจารณาที่สำคัญที่สุด ในการเลือกใบเลื่อยวงเดือน รองจากจำนวนฟัน โดยใบเลื่อยแต่ละประเภทถูกออกแบบมาสำหรับการเลื่อยวัสดุที่แตกต่างกัน
[hubspot type=cta portal=7250954 id=0f220913-c219-4178-85cd-95e9219b110a]
มุมเอียง (Bevel Angle)
มุมเอียง หรือ มุมของฟันเลื่อยที่ขวางหรือตั้งฉากกับการหมุนของใบเลื่อย กำหนดลักษณะการตัดที่ผันแปรไปตามรูปร่างของฟัน
- มุมเอียงเพิ่มขึ้น : การตัดเฉือนชิ้นงานจะดีขึ้น เรียบเนียน ตัดได้ละเอียดมากขึ้น แรงตัดเฉือนที่ใช้จะลดลง ทำให้เกิดความร้อนน้อยลง นอกจากนี้การคายเศษและผิวชิ้นงานจะดีขึ้นด้วย
- มุมเอียงลดลง : คมตัดจะแข็งแรงมากขึ้น จึงเหมาะสำหรับชิ้นงานที่ตัดได้ยาก แต่อาการสะท้านจะเพิ่มมากขึ้นด้วย การตัดเฉือนชิ้นงานจึงไม่เรียบร้อยมากนัก
ใบเลื่อยบางชนิดมี Bevel Angle ที่สูงมาก สำหรับการตัดวัสดุผสม (Composite materials) เช่นเมลามีน หรือวัสดุอื่น ๆ ที่มีการเคลือบบางๆ ซึ่งมีแนวโน้มที่จะฉีกขาด หรือ บิ่น จากการเลื่อย
รูปร่างฟันของ ใบเลื่อยวงเดือน อาจเป็นแบบแบนเรียบ (ไม่มีมุม) แบบเอียงสลับไปมา หรือมีองค์ประกอบอื่น ๆ ดังนี้ :

- Flat Top Grind (FTG) หรือ ฟันแบบปลายเรียบ บางครั้งเรียกว่า Rakers : ฟันเลื่อยแบบนี้ สามารถกัดและคายเศษได้เร็ว งานไม่ละเอียด มีประสิทธิภาพดีกว่าฟันแบบอื่นในการกำจัดเศษวัสดุ สำหรับการตัดหยาบ ไม่ว่าจะเป็นการซอยตามแนว หรือตัดตามขวาง

- Alternate Top Bevel (ATB) หรือ ฟันแบบเอียงสลับ : ฟันแบบนี้จะเอียงในทิศทางที่สลับกันและตรงกันข้าม (ซ้าย / ขวา) ทำให้เกิดรอยตัดที่เรียบด้วยคุณภาพของการตัดเพิ่มขึ้นตามมุม โดยทั่วไปใบเลื่อยเหล่านี้จะมีจำนวนฟันระดับกลาง
ใบเลื่อยอเนกประสงค์ส่วนใหญ่ที่เราได้มาพร้อมกับเลื่อยมักจะเป็นใบแบบนี้ ซึ่งสามารถตัดได้ดีทั้งการตัด (Cross-Cut) และซอย (Rip-Cut) แต่ประสิทธิภาพการตัดอาจไม่เทียบเท่าใบเลื่อยเฉพาะ

- High Alternate Top Bevel หรือ ฟันเอียงสลับแบบมุมสูง : คล้ายกับฟันแบบ ATB แต่มีมุมเอียงที่สูงกว่า ดังที่ได้กล่าวมา ยิ่งมุมเอียงสูงเท่าไหร่การตัดก็จะยิ่งดีมากขึ้นเท่านั้น ดังนั้นใบมีดที่มุมเอียงสูงเหล่านี้จึงให้การตัดที่เรียบและฉีกขาด หรือ บิ่น น้อยมาก

- Combination (ATBR) หรือ ฟันแบบผสม คือ ATB+FTG : ใบแบบนี้จะมีฟันเลื่อยที่ประกอบด้วยชุดฟัน ชุดละ 5 ซี่ โดยจะเป็น ATB 4 ซี่ และ FTG 1 ซี่ ซึ่งฟันชุดแบบนี้ ทำให้เราได้ท้องคลองเลื่อยที่เรียบร้อยกว่า เนื่องจากมีฟัน TFG คอยเก็บท้องคลองเลื่อยให้ได้เหลี่ยมสวยงามเสมอกัน

- Triple-Chip Grind (TCG) หรือ ฟันผสมสี่เหลี่ยมและคางหมู : ใบแบบนี้จะมีจุดเด่นตรงที่ความทนทานของฟันเลื่อย โดยจะมีฟันที่ทำมุมทั้งสองด้าน (รูปคางหมู) ทำหน้าที่กัดวัสดุออกบางส่วนก่อน สลับกับ ฟันแบบ FTG ที่ตามเก็บความเรียบร้อยของคลองเลื่อยอีกที
ใบเลื่อยพิเศษนี้ ทำงานได้ดีโดยเฉพาะอย่างยิ่งกับวัสดุแข็งและวัสดุเนื้อผสม เช่น การตัดงานอลูมิเนียม พลาสติก อะคริลิก เนื่องจากไม่ทำให้เกิดการแตก หรือกระเทาะ ระหว่างตัด
ประเภทของการตัด
ตอนนี้เรารู้จักส่วนประกอบหลักของใบเลื่อยวงเดือนแล้ว แต่หากคุณรู้ว่าต้องใช้ใบเลื่อยประเภทใดสำหรับงานที่ทำอยู่ จะช่วยให้ตัดสินใจได้ง่ายขึ้น
สิ่งสำคัญที่สุด คือ กำหนดประเภทของการตัด
- การซอย / โกรก (Rip-Cut)
- การตัด (Cross-Cut)
- คุณต้องการตัดแบบไหน – ตัดหยาบหรือละเอียด?
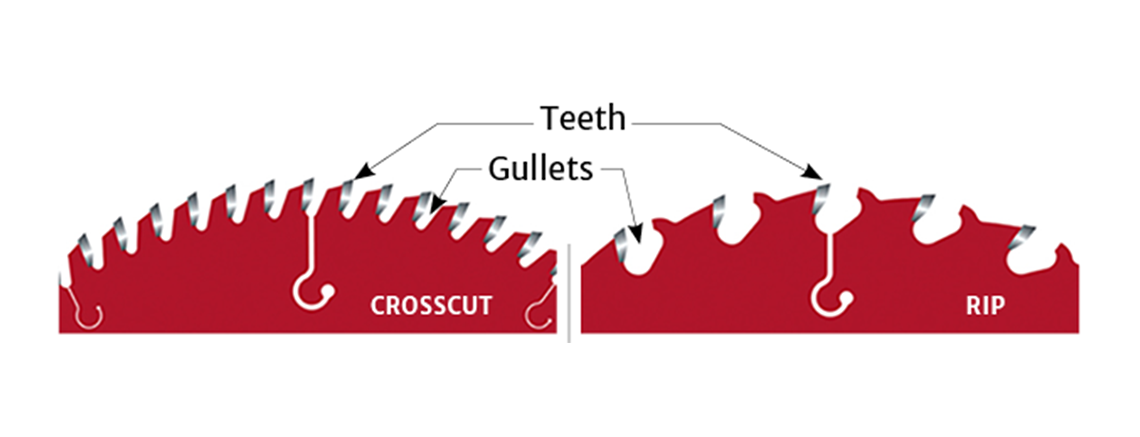
ใบเลื่อยซอย (Rip Blades)
ใบเลื่อยซอย มีลักษณะฟันเลื่อยใหญ่ ร่องฟันลึก มีจำนวณฟันน้อย โดยปกติประมาณ 24 ซี่ และมีมุมเอียง (Bevel Angle) เพียงเล็กน้อยหรือไม่มีเลย
การซอย / โกรก (Rip-Cut) โดยทั่วไปไม่จำเป็นต้องใช้การตัดที่ละเอียดและเรียบเสมอกัน เน้นตัดวัสดุจำนวนมากได้อย่างรวดเร็ว แต่จะได้งานตัดที่หยาบ
ใบเลื่อยตัด (Crosscut Blades)
ใบเลื่อยตัด มีลักษณะฟันเลื่อยเล็ก ตรง แหลม ละเอียด และมีความถี่ของจำนวนฟันมาก มีจำนวนฟันที่สูงขึ้น 60 ถึง 100 ซี่ และมุมเอียง (Bevel Angle) ที่สูงชันเพื่อป้องกันการแตก กระเทาะของชิ้นงาน ใช้สำหรับการตัดขวางได้ดี ให้การตัดที่ละเอียด เรียบเสมอกัน
สรุปบทความ
การเลือกลักษณะของใบเลื่อยวงเดือนให้ถูกต้อง เหมาะสมกับงาน จะช่วยลดเวลาในการผลิต และชิ้นงานมีคุณภาพตรงตามความต้องการ นอกจากนี้ยังจำเป็นอย่างยิ่งที่จะต้องตรวจสอบให้แน่ใจว่าใบเลื่อยที่คุณเลือก ได้รับการออกแบบมาสำหรับประเภทเลื่อยที่ใช้งาน ระดับกําลังไฟฟ้า และวัสดุที่คุณจะตัด ใบเลื่อยบางประเภทสามารถใช้ได้กับเครื่องมือเฉพาะเท่านั้น
หากคุณมีข้อสงสัยเรื่องอุปกรณ์การตัด เครื่องจักรในอุตสาหกรรม หรือต้องการข้อมูลเพิ่มเติมเกี่ยวกับบทความนี้ คุณสามารถติดต่อเราได้ ที่นี่ ด้วยบริการให้คำปรึกษาจากทีมงานผู้เชี่ยวชาญด้านเทคนิค เครื่องมือ และเครื่องจักรกลคุณภาพสูง พร้อมให้บริการกับคุณอย่างเต็มที่
[hubspot type=cta portal=7250954 id=4104ef3e-5945-4ccc-8be4-905b8591d02f]
บริการด้านเครื่องจักรจากสุมิพล
สุมิพลให้คำปรึกษาเกี่ยวกับเครื่องจักรอุปกรณ์และเครื่องมือตัดแต่งขึ้นรูปโลหะ ที่เหมาะสมกับกระบวนการผลิตชิ้นงาน โดยขึ้นอยู่กับความเหมาะสมในแต่ละสายการผลิตและความคุ้มค่ากับการลงทุน ด้วยอุปกรณ์อัตโนมัติที่ทันสมัยและโปรแกรมในการออกแบบเพื่อการทำงานเสมือนจริงมากที่สุด
ถ้าคุณสนใจเพิ่มเติมเกี่ยวกับข้อมูลของสินค้าหรือบริการจากเรา คุณสามารถติดต่อเราได้ที่นี่ หรือ Call Center 02-7623000 เรามีผู้เชี่ยวชาญด้านเทคนิคและเครื่องมือที่พร้อมให้บริการกับคุณอย่างเต็มที่




