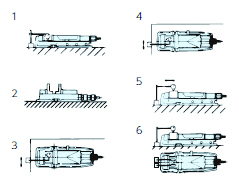
วิธีการจับยึด
(1) วิธีการหนีบด้วยแรงดันไฮดรอลิก
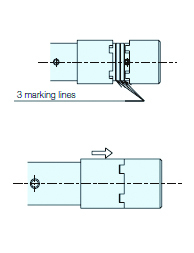
・เมื่อแยกชิ้นส่วนที่เข้ากันของปลอกสวิตช์และเต้ารับแล้ว ให้หมุนมือจับในทิศทางตามเข็มนาฬิกา
・แผ่นขากรรไกรสัมผัสกับชิ้นงาน และคลัตช์ภายในเข้าปะทะด้วยแรงจับยึดประมาณ 10 kN
・หลังจากคลัตช์เข้าที่แล้ว จะมีเพียงมือจับและลูกบ๊อกซ์เท่านั้นที่หมุน และดำเนินการจับยึดแบบไฮดรอลิก
・แรงจับยึดและการทำงานของมือจับ (หลังจากคลัตช์เข้าที่แล้ว)
| จัดการการดำเนินการ 3 เส้นการทำเครื่องหมาย (การหมุน) | 1 | 2 | 3 | 4 |
| แรงจับยึด (kN) | 12 | 20 | 30 | 40 |
* ระยะชักหนีบด้วยแรงดันไฮดรอลิกอยู่ที่ประมาณ 1.8 มม.
(2) วิธีการหนีบด้วยสกรู
- เลื่อนปลอกสวิตช์ไปทางด้านข้างซ็อกเก็ต และหมุนที่จับในทิศทางตามเข็มนาฬิกาโดยให้ปลอกสวิตช์และซ็อกเก็ตเชื่อมต่อกัน (ขณะเชื่อมต่อกัน คลัตช์จะไม่ทำงาน)
- การยึดด้วยสกรูมีแรงสูงสุดประมาณ 10 kN
(3) การรวมกันของการหนีบด้วยสกรูและการหนีบด้วยแรงดันไฮดรอลิก
- เมื่อจับยึดชิ้นงานที่เสียรูปได้ง่ายและชิ้นงานที่พื้นผิวชิ้นงานเป็นพื้นผิวหล่อ ให้ทำการจับยึดโดยใช้สกรู จากนั้นจึงทำการจับยึดโดยใช้แรงดันไฮดรอลิก
- ดำเนินการจับยึดด้วยสกรูตามที่แสดงใน (2) จากนั้นจึงจับยึดด้วยแรงดันไฮดรอลิกดังแสดงใน (1)
- แรงจับยึดคือ (แรงจับยึดด้วยสกรู) + (แรงจับยึดด้วยแรงดันไฮดรอลิก)
- สำหรับชิ้นงานที่อาจเกิดการเสียรูปมาก ให้ตรวจสอบว่าชิ้นงานได้รับการแก้ไขอย่างแน่นหนาหลังการจับยึด
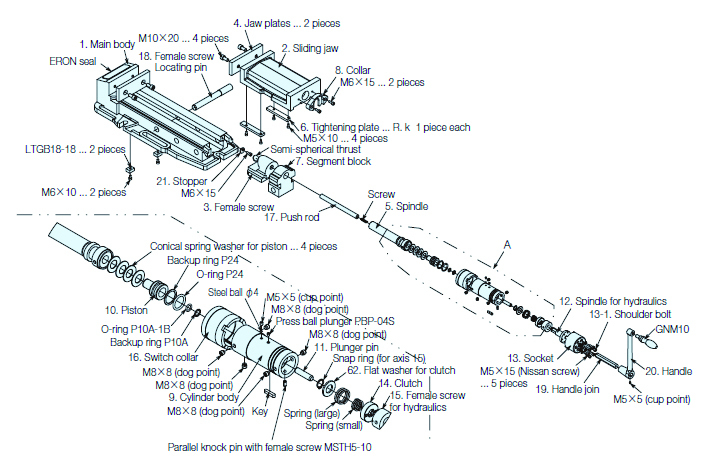
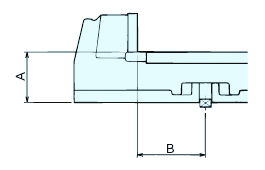
รายละเอียดอะไหล่
เมื่อสั่งสินค้าคู่ขนาน A และ B จัดชิดภายใน 0.01 ไม่ว่าจะกี่ชิ้นก็ตาม
 สั่งซื้อผลิตภัณฑ์สเปคหลายขากรรไกร (ต่อท้าย G)
สั่งซื้อผลิตภัณฑ์สเปคหลายขากรรไกร (ต่อท้าย G)
ในการสั่งซื้อให้ระบุความกว้างร่องของเครื่องที่ท่านใช้งาน
ผลิตได้เฉพาะเมื่อซื้อผลิตภัณฑ์ที่มีสเปคตรงกันเท่านั้น
มาตรฐานความแม่นยำ (ความแม่นยำคงที่)
|
 |
||||||||||||||||||||||||||||||||